Enerquip’s standard thermal fluid heaters come equipped with our serpentine coil design—the high-performance choice for efficient heat transfer, more even heating, and reliable operation in demanding industrial applications.
Serpentine Coil Heat Exchange
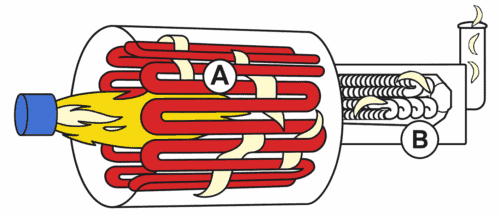
Serpentine coils use a zig-zag tube layout, providing more even heat distribution.
In the radiant section of the heater (A), heat is transferred to the front, sides and back of the serpentine coil. This allows for better heat transfer, less coil degradation, longer tube life, and higher operating oil temperatures.
In the convection section (B) of our serpentine coil, heat is transferred to a much larger surface area in our integrated economizer. This reduces stack temperature and makes the serpentine coil hot oil heater 10–15% more efficient.
Curious what that efficiency gain looks like in dollars? Try our ROI Calculator.
Serpentine Coil with Finned Economizer
Standard Serpentine Design
Enerquip’s serpentine coil thermal fluid and hot oil heaters come standard with the following features:
- Radiant heating coil: Serpentine
- Sizes: 1.3 to 40 MM BTU/Hr. Need something larger? Let’s talk.
- Emissions options: Standard (80 to 120 ppm), Low NOx (<30 ppm), or Ultra Low NOx (<9 PPM)
- Burner: High-efficiency gas-fired burner with burner management system (BMS)
- Finned convection section: Built-in economizer recovers waste heat to improve efficiency by up to 10%
- Recirculation pump(s)
- Control panel: NEMA 4 panel with integrated safety features and alarms
- Fuel train: Pre-piped and pre-wired for natural gas and/or alternate fuels
- Expansion tank: 1,000-gallon tank
Optional add-ons or upgrades:
- Tank stand: Available upon request in various custom sizes
- Control panel: NEMA 4X, app connectivity for remote diagnostics
- Expansion tank: 250 to 3,000 gallons with optional nitrogen blanketing
Optional start-up support includes:
- Review of installed work and piping
- Supervision of system fill and oil circulation
- Burner tuning
- Testing of circuits and safety devices
- Operator training for monitoring and safe operation
- Troubleshooting as required
💡What’s the payback period for a new serpentine coil thermal fluid heater? Calculate it here.



Benefits of Enerquip's Serpentine Design
See why Enerquip’s serpentine coil design is a smarter, longer-lasting choice:
- Higher Efficiency: 10-15% more efficient. On a 10MM Btu/hr system, that could mean over $100,000 in annual fuel savings—often paying for the equipment in just a couple of years. See how much you could save with your system using our ROI Calculator.
- Reduced Fluid Degradation: Thermal fluid lasts longer, reducing replacement frequency and cost.
- Higher Operating Temperatures: Handle fluid temps up to 650°F.
- Extended Tube Life: Serpentine coils typically last 2–3 times longer than helical coils—some lasting 30+ years.
- Easier Maintenance: For the rare times when maintenance is required, the serpentine coil can often be removed, repaired, or replaced in under a day.
Learn more about how serpentine differs from helical coil heaters.
Ready to Learn More?
Have application-specific questions? Contact us to learn more about Enerquip’s serpentine coil heaters and other industrial thermal solutions.
Want pricing for your facility? Request a quote. Estimate your potential savings with our ROI Calculator.
Request a Quote >>
Past Thermal Fluid Heater Projects















